

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王经理
-
- 手机:
-
13980892502
-
- 地址:
- 成都



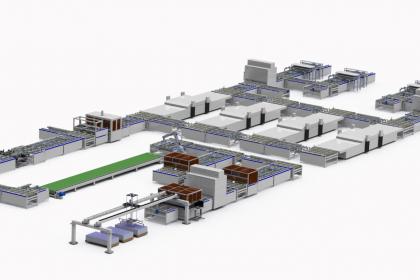
成都总装线,功能强大,操作简单
2024-04-30 08:57:01 932次浏览

价 格:面议
作为汽车主要零部件之一的汽车线束,在生产之前必需是要确认汽车电路图,专业汽车线束加工厂认为在了解汽车电路图线束颜色之前先了解汽车电路图原理。 汽车电路图原理 各国各地甚至各汽车线束加工厂的汽车电路图绘制方法、符号标注和文字标注等都各有不同,在读图上却是带来许多麻烦,但是万变不离其宗,还是有规律可循的,了解汽车电路图的一般规律是非常有必要的。 电源部分到各电器熔断器或开关的导线是电器设备的公共火线,在电路原理图中一般画在电路图的上部; 标准画法的电路图, 开关的触点位于零位或静态。 即开关处于断开状态 或继电器线圈处于不通电状态, 晶体管、 晶闸管等具有开关特性的元件的导通与 截止视具体情况而定; 汽车电路的特点是双电源、 单线制, 各电器相互并联, 继电器和开关串 联在电路中; 大部分用电设备都经过熔断器,受熔断器的保护; 整车电路按功能及工作原理划分成若干独立的电路系统。 现在汽车整车电路一般都按各个电路系统来 绘制,如电源系、启动系、点火系、照明系、信号系等,这些单元电路都有着自 身的特点, 抓住特点进入各个单元电路的结构、 原理吃透, 理解整车电路也就容 易了; 大可能减少电路图中电线的曲折与交叉,布局合理,图面简洁、清晰,图形符号考虑到元器件的外形与内部结构,便于读者联想、分析,易读、易画; 各局部电路(或称子系统)相互并联且关系清楚,发电机与蓄电池间、各个子系统之间的连接点尽量保持原位,熔断器、开关及仪表等的接法基本上与原图吻合。
当汽车不再作为品出现在人们的视野,汽车销量开始直线上升,汽车线束的市场也渐渐开阔,越来越多的线束厂关注汽车线束生产流程,对其汽车线束生产工艺越来越完善和成熟。汽车线束的标准和可靠,直接影响了汽车的使用寿命和性能。汽车线束生产一般是由线材、接触件端子(连接器)和护套等部件加工组合一起,在这里东莞久旺电子为大家介绍一下汽车线束生产流程和工艺。 裁线工艺 完整的步骤应该是仓库仓管员根据领料单发料,领到生产部对波纹管、PVC管和玻璃纤维管进行裁切,切口断面要完整,不过这一裁剪工艺也可以叫供应商操作。再就是对汽车线材进行裁剪和剥线了,开线要求和长度不能有任何偏差,长度一般都是在显示屏面板设定,开线人员需要随时监测,对长度,裁线切口,剥线长度进行检查。开线工艺直接影响到后续汽车线束生产流程,关系到整个进度。
汽车线束装配注意点 接插件和护套的选择:一般底盘线束都是采用阻燃和机械性能比较好的波纹护套,而驾驶室线束都是采用耐寒、耐热绝缘塑料胶带包扎。根据汽车线束的工作环境来装配生产。 分段生产:为了后续装配和维修便利,汽车线束制造厂一般进行分段制造,通过连接器把多段线束连接在一起,在汽车应用中,线束的分段越少越好,可以避免连接器过多从而产生压降,从而造成接触不良。同时分段生产能及时发现接触不良、绝缘不良及装配错误等不良品。 线束接触不良判断:多半原因是出在接插件中。当故障出现时,电气设备不能正常工作。可以通过接通该电气设备电源,通过检测测试工具排除接插件故障。 汽车线束组装时不要把线束拉的太紧(尤其是横向布置线束),避免车辆颠簸时线束固定点位置松动,从而导致两个固定点之间距离突然加大造成线束内部接点接触不良、导线参数变化甚至拉断导线。 不布置型号和颜色均相同的插接件,避免组装过程中出现误插导致不良品。线束组装后,需要留足够的间隙,保证不被其他部件压倒或绊倒。避免线束绝缘层被夹断、磨损或破裂等引起接地故障。
简单来讲,汽车线束装配就是将各种类型的导线包扎成束,称之为线束。统一的包扎可以对绝缘层进行保护,同时也能更好的进行零部件接线且节约了占用空间。汽车线束的材料主要有线材、连接器以及传感器等部分。现在就由东莞久旺电子为大家讲解汽车线束装配需要注意的点和重要性。 汽车线束装配流程 汽车线束装配之前,肯定需要熟悉电路图原理,各部位接线和加工,方便后续加工。汽车线束生产加工可以分为两个部分,部分为压接端子,包括了全自动压接和半自动压接两种形式。第二部分为装配工序,装配工序又可分为预装工艺和总装工艺。
-
 装配线指的是由一些物料搬运设备连接起来的连续生产线。主要精神在于“让某一个生产单位只专注处理某一个片段的工作”,而非传统的让一个生产单位从上游到下游完整完成一个产品。装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和21-11-29 09:00:01
装配线指的是由一些物料搬运设备连接起来的连续生产线。主要精神在于“让某一个生产单位只专注处理某一个片段的工作”,而非传统的让一个生产单位从上游到下游完整完成一个产品。装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和21-11-29 09:00:01 -
 对于汽车线束认证问题都给人一种比较模糊的概念,生产汽车线束要不要认证,而且需要哪些基本认证呢,3C认证和TS16949等认证是必需的吗?汽车线束并没有一定要求做3C认证,但是对于汽车线束生产厂来说ISO9001和TS16949:2002是基21-11-29 11:30:02
对于汽车线束认证问题都给人一种比较模糊的概念,生产汽车线束要不要认证,而且需要哪些基本认证呢,3C认证和TS16949等认证是必需的吗?汽车线束并没有一定要求做3C认证,但是对于汽车线束生产厂来说ISO9001和TS16949:2002是基21-11-29 11:30:02 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 16:03:02
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 16:03:02 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.23-11-04 22:18:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.23-11-04 22:18:01 -
 输送线生产的组织 分析输送线: 在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以****工作地正常的负荷。同样零部件或者产品的生产规模是决21-11-27 09:24:01
输送线生产的组织 分析输送线: 在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以****工作地正常的负荷。同样零部件或者产品的生产规模是决21-11-27 09:24:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 22:45:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 22:45:01 -
 流水线安装注意事项: 流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法19-07-09 15:18:01
流水线安装注意事项: 流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法19-07-09 15:18:01 -
 流水线又称为装配线,一种工业上的生产方式,指每个一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件14-10-11 16:42:23
流水线又称为装配线,一种工业上的生产方式,指每个一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件14-10-11 16:42:23 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 13:00:01
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 13:00:01 -
 电动车生产线由钢结构导轨和弯板链及专用滚针链条等组成,采用链板拖动电动车做下上循环平面运转,来达到生产工艺目的。流水线采用组合式装配模式,工位数可按工艺要求设定。工位配置有电风扇、日光灯、气路管道、钢质装饰板(铝合金装饰板)、工装夹具、电源21-12-13 16:06:01
电动车生产线由钢结构导轨和弯板链及专用滚针链条等组成,采用链板拖动电动车做下上循环平面运转,来达到生产工艺目的。流水线采用组合式装配模式,工位数可按工艺要求设定。工位配置有电风扇、日光灯、气路管道、钢质装饰板(铝合金装饰板)、工装夹具、电源21-12-13 16:06:01 -
 流水线[1]是在一定的线路上连续输送货物搬运机械,又称输送线或者输送机。按照输送系列产品大体可以分为:皮带流水线、板链线、倍数链线[1]、插件线、网带线、悬挂线及滚筒流[1]水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改14-08-21 11:37:50
流水线[1]是在一定的线路上连续输送货物搬运机械,又称输送线或者输送机。按照输送系列产品大体可以分为:皮带流水线、板链线、倍数链线[1]、插件线、网带线、悬挂线及滚筒流[1]水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改14-08-21 11:37:50 -
 按连接的方式分类: 静态流水线:同一时间内,多功能结构只能按一种功能的连接方式工作。 动态流水线:同一时间内,可以有多种功能的连接方式同时工作。然而生产流水线并不是一开始**有的,刚开始许多企业的产品是分阶段生产的。现在改成流水线生产,21-12-01 16:45:01
按连接的方式分类: 静态流水线:同一时间内,多功能结构只能按一种功能的连接方式工作。 动态流水线:同一时间内,可以有多种功能的连接方式同时工作。然而生产流水线并不是一开始**有的,刚开始许多企业的产品是分阶段生产的。现在改成流水线生产,21-12-01 16:45:01 -
输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车19-07-09 12:42:01
-
 1、方向固定,有的可以调整方向。 2、输送流水线,每组由辊筒组成,每一个单元都可独立使用,也可多个单元联接使用,安装方便; 3、输送流水线,一个单元最长与最短状态之比可达到3倍; 4、设备性能有保障,能适应任何恶劣的场所(高温、粉尘)工作,19-07-09 11:28:01
1、方向固定,有的可以调整方向。 2、输送流水线,每组由辊筒组成,每一个单元都可独立使用,也可多个单元联接使用,安装方便; 3、输送流水线,一个单元最长与最短状态之比可达到3倍; 4、设备性能有保障,能适应任何恶劣的场所(高温、粉尘)工作,19-07-09 11:28:01 -
 流水线的特征 1.工作地专业化程度高。 2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动 3.每道工序的加工时间同各道工序的工作地数量比例相一致。 4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间14-09-21 14:06:01
流水线的特征 1.工作地专业化程度高。 2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动 3.每道工序的加工时间同各道工序的工作地数量比例相一致。 4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间14-09-21 14:06:01 -
 输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车19-07-09 15:02:01
输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车19-07-09 15:02:01 -
 2.观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成23-11-04 23:48:01
2.观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成23-11-04 23:48:01 -
 流水线制造厂是一家专业从事工业自动化设备及生产线、流水线的设计、制造、安装、调试及售后服务的企业.拥有一批高素质的技术人员和高水准的加工设备,采用现代科学技术及灵活的管理式,所生产的产品深受中外用户的好评。 流水线将永远秉着品质优异、客户14-09-21 14:02:20
流水线制造厂是一家专业从事工业自动化设备及生产线、流水线的设计、制造、安装、调试及售后服务的企业.拥有一批高素质的技术人员和高水准的加工设备,采用现代科学技术及灵活的管理式,所生产的产品深受中外用户的好评。 流水线将永远秉着品质优异、客户14-09-21 14:02:20 -
 成都总装线,畅销全国各地 面议总装线是指在流通加工系统中,产品缓慢移动,新的品项加入组装过程,完成成品的组装系列的设备。根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专21-12-13 16:03:01
成都总装线,畅销全国各地 面议总装线是指在流通加工系统中,产品缓慢移动,新的品项加入组装过程,完成成品的组装系列的设备。根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专21-12-13 16:03:01 -
流水线作业者坐在位子上并不表示他有认真在工作, 所以后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作业速23-11-04 23:36:01
被浏览过 4180817 次 版权所有:成都鑫睿能机电设备有限公司(ID:11153128) 技术支持:强帆
第10年
