

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王经理
-
- 手机:
-
13980892502
-
- 地址:
- 成都



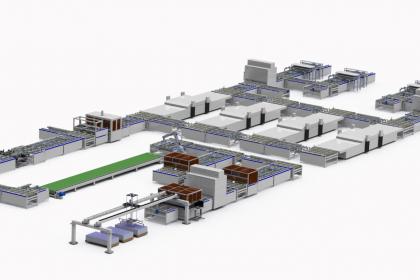
成都装配线生产,设计结构精密
2024-04-29 10:00:01 802次浏览

价 格:面议
装配线的布置受设备、产品、人员、物流运输以及生产方式等多种因素的影响。合理的装配线应尽量减少迂回、停整和搬运,保持装配生产的灵活性,并有效利用人力和面积,这不仅能使物流更加畅通,而且能有效提高生产效率。
企业或工厂不论大小,终目的是要以高质量的产品、低成本、短的交货期以及的投产时间去开拓市场,因此企业需从经营的角度论证和确定装配线的设计原则。首先应确定设计思想,具体设计从大而全向专业化、柔性化方向发展,不断改善装配线的布置,从而适应新的生产经营要求。
确定基本指导思想
怎样的装配线布置才称之为合理呢?它应该达到以下几个目标:尽量减少迂回、停整和搬运;保持装配生产的灵活性;有效利用人力和面积;提高士气;为车间管理提供方便。我们不仅需要一个理想的装配线布置,而且需要一个经济的装配线设计,尽量做到少投入、多产出。
装配线的设计要精心,否则,设计好的产品、昂贵的设备和良好的销售都会断送于拙劣的装配线设计。同时,装配线的布置要与现代化管理相结合,要考虑如何进行管理,先进的管理方式有的直接与装配线布置相关,如质量管理、均衡生产管理、生产现场计算机管理、一个流生产方式、定置管理及物料管理等。将这些管理纳入装配线的设计能提高管理的有效性。
影响装配线布置的因素是什么?1. 产品
产品结构和装配过程设计是装配线设计中首要考虑的重点。对产品结构进行分析、研究,提出改进产品结构的意见,可以大大简化装配生产过程。
2. 设备
装配工艺设备的选择是根据产品技术要求和装配工艺方法确定的。正确选择工艺设备和工装,不仅能提高生产效率、降低制造成本,还可使装配线布置合理化。选择工艺设备时要考虑的问题包括:产品生产纲领;产品质量要求;设备的先进性;设备的可靠性;设备的价格;设备的利用率;设备的性;设备维修的方便性。
3. 人员
人是生产要素之一,又是活的因素,且流动性大,需通过培训使之适应岗位工作的要求。装配线布置时要考虑具备良好的劳动条件,创造一个较好的劳动环境,有助于提高劳动积极性。
4. 物流及运输
物料流动是通过运输来完成的。物料运输在工厂必不可少,我们应选择经济合理的运输方式。可以得出这样一个概念:物料移动的多少取决于其生产因素,装配线布置必须保证物料流的运距短,并始终不停地向产品装配的终点流去,建立控制系统保证物料的流动。
5. 生产方式
生产方式是装配线设计时需要考虑的一个方面,确定生产方式需明确以下几点:生产纲领;工作制度,这里指工作班次和每班工作时间;生产线型式,要考虑采用自动线还是流水线生产,是单机生产还是机群生产;管理方式,指保证生产所规定的管理方法、制度和规定。
6. 仓储及辅助设施
物料流始终向装配过程终点流去,但无论何时,只要物料中断,就会出现停产待料。因此,需要保留一定数量的储备,以保证物料流的流动,这在保持生产和平衡工序能力方面是经济合理的。为解决储备问题,需建立必须的存储仓库和存放地。此外,辅助设备为生产提供维修保养和服务,在生产中也起着重要作用。
7. 厂房结构
厂房一旦建立,其可变动性比较小,因此在设计时就应认真考虑,根据生产特点确定厂房结构。在装配工艺上有特殊要求的,需对厂房进行专门设计。一般应采用通用厂房,多层厂房应根据装配工艺特点和占地情况来综合考虑。
8. 装配线设计的灵活可变性
面对越来越激烈的市场竞争,我们在产品结构、产量方面的变化越来越迅速且频繁,这将会影响装配线的布置。随着科学技术的进步,新工艺新设备的采用,也要求我们对旧的装配线布置加以调整。为此,在做平面设计时要考虑工厂发展、变化的可行性,装配线布置应具备灵活性、适应性和通用性
装配线平衡率低就意味着各工位负荷差别,劳动强度不一,负荷强度大的操作人员, 长时间工作后尤其是夜班期间容易疲劳,注意力不集中,这将无法保证产品会被一致性的制造出来,从而影响产品的质量;而负荷强度低的工位,操作者和设备均存在等待的浪费,此工位的操作者主观上也不愿意到生产线的其他岗位工作,这样也不利于装配线上人员多技能工作的推行,给管理带来了麻烦[21]。由此可见,生产线的平衡率越高,生产线发挥的效能就越大,因而装配线的平衡与否直接影响到制造系统的生产率,因此,装配线平衡长期以来一直受到人们的重视,总的来说,企业的装配线平衡有以下好处:
(1) 在生产节拍被设定的情况下,平衡率的提高可以减少装配线上的操作者数量;在生产节拍未被预先设定的情况下,平衡率的提高可以在人员不变的情况下降低节拍,即做到产能增加时无需招人;
(2) 各工位工作负荷相近,装配线上岗位没有轻重之分,工人的公平感提高,顶岗及人员多技能培训等工作容易开展;
(3) 平衡率高的生产线工位与工位之间的在制品数量少,可以大幅度的节省生产线占地面积,同时,也为物流布局提供了方便。
(4) 通过开展装配线的平衡,累积了生产线作业要素、时间、装配的先后关系等一系列基础数据,为以后的持续改善提供了数据支撑;
(5) 平衡率高的生产线,各工位步调一致,操作者一直处于适度紧张的精神状态, 有利于保证产品质量,提高产品一致性。
从上世纪 80 年代初开始,受益于改革开放的政策,我国的制造企业得以购进大量的自动化设备或设备的制造技术,发达国家制造企业在中国投资建厂时,车间的设备、生产线的组织形式,物流模式等一般是直接原样复制其全球化的样板工厂。这些都使得中国制造业的自动化程度得到迅猛的提高。许多制造企业购置并使用了自动化的制造系统,在生产方面发挥了不可比拟的优势,以柔性制造系统为例:其具有很大的柔性,能够实现多品种、小批量的生产,提高生产效率;但是,由于我国的劳动力密集的特点, 人工成本较低,企业在自动化系统的一次性高投资和人力的低成本之间倾向于选择人力,这就导致生产过程的全自动化的实现还需要很长一段的时间。因此,为了能够更好的解决生产过程的优化重组问题,就非常有必要进行装配线的平衡研究。
-
 装配线指的是由一些物料搬运设备连接起来的连续生产线。主要精神在于“让某一个生产单位只专注处理某一个片段的工作”,而非传统的让一个生产单位从上游到下游完整完成一个产品。装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和21-11-29 09:00:01
装配线指的是由一些物料搬运设备连接起来的连续生产线。主要精神在于“让某一个生产单位只专注处理某一个片段的工作”,而非传统的让一个生产单位从上游到下游完整完成一个产品。装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和21-11-29 09:00:01 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 14:39:01
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 14:39:01 -
流水线使用注意事项1、流水线工作中,如要使用刀具或利器时,应及为小心,避免割坏皮带。不得将任何物品放入或掉入上下皮带中间,如不小心掉入物品,应立及关机张其物品取出。2、变频器、电机不能进水,如长期不使用时应保持所在的环境干燥,以免造成短路烧21-11-27 11:30:01
-
 在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 15:46:01
在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 15:46:01 -
 对于汽车线束认证问题都给人一种比较模糊的概念,生产汽车线束要不要认证,而且需要哪些基本认证呢,3C认证和TS16949等认证是必需的吗?汽车线束并没有一定要求做3C认证,但是对于汽车线束生产厂来说ISO9001和TS16949:2002是基21-11-29 11:30:02
对于汽车线束认证问题都给人一种比较模糊的概念,生产汽车线束要不要认证,而且需要哪些基本认证呢,3C认证和TS16949等认证是必需的吗?汽车线束并没有一定要求做3C认证,但是对于汽车线束生产厂来说ISO9001和TS16949:2002是基21-11-29 11:30:02 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 16:03:02
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 16:03:02 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.23-11-04 22:18:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.23-11-04 22:18:01 -
 按筒体材料的不同可以分为以下几种: 1、碳钢滚筒,即滚筒筒体用碳钢管加工; 2、塑料滚筒,即滚筒筒体用塑料管加工; 按筒体表面处理的方式分为以下几种: 1、电镀滚筒 即滚筒表面电镀,常见的有镀锌,也可以镀铬,镀镍等; 2、喷塑滚筒 即滚筒表19-07-09 10:42:01
按筒体材料的不同可以分为以下几种: 1、碳钢滚筒,即滚筒筒体用碳钢管加工; 2、塑料滚筒,即滚筒筒体用塑料管加工; 按筒体表面处理的方式分为以下几种: 1、电镀滚筒 即滚筒表面电镀,常见的有镀锌,也可以镀铬,镀镍等; 2、喷塑滚筒 即滚筒表19-07-09 10:42:01 -
 根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专机、汽车燃油泵装配线、汽车仪表盘总成装配线、汽车气囊及带、汽车离合器装配线、汽车方向盘装配21-12-13 17:45:01
根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专机、汽车燃油泵装配线、汽车仪表盘总成装配线、汽车气囊及带、汽车离合器装配线、汽车方向盘装配21-12-13 17:45:01 -
 输送线生产的组织 分析输送线: 在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以****工作地正常的负荷。同样零部件或者产品的生产规模是决21-11-27 09:24:01
输送线生产的组织 分析输送线: 在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以****工作地正常的负荷。同样零部件或者产品的生产规模是决21-11-27 09:24:01 -
 汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-01 16:21:01
汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-01 16:21:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 22:45:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 22:45:01 -
 装配线的平衡是使人员之间或机器之间尽量平衡,这样装配线的产出才能达到要求的水平。装配线平衡问题与设施规划相牵连。装配线的平衡与否直接影响到制造系统的生产率。装配线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作21-11-27 11:12:01
装配线的平衡是使人员之间或机器之间尽量平衡,这样装配线的产出才能达到要求的水平。装配线平衡问题与设施规划相牵连。装配线的平衡与否直接影响到制造系统的生产率。装配线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作21-11-27 11:12:01 -
 流水线安装注意事项: 流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法19-07-09 15:18:01
流水线安装注意事项: 流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法19-07-09 15:18:01 -
 滚筒转弯输送机/滚筒输送机/滚筒输送线/滚筒流水线适用于各类箱、包、托盘等件货的输送,能够输送单件重量很大的物料,或承受较大的冲击载荷,具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。结构形式:按驱动方式可分为滚筒线和无动21-11-27 12:57:01
滚筒转弯输送机/滚筒输送机/滚筒输送线/滚筒流水线适用于各类箱、包、托盘等件货的输送,能够输送单件重量很大的物料,或承受较大的冲击载荷,具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。结构形式:按驱动方式可分为滚筒线和无动21-11-27 12:57:01 -
 现如今,每个人都是在讨论人工智能技术,自动化设备,智能机器人。您知道,在过去的几年里,国内的LED自动化设备大多数正处在不断探索阶段,设备制造商必须要投入大量的资金、人力和物力来有效确保产品开发到位,然后不断探索回收利用产品研发设备成本费用21-11-29 10:09:01
现如今,每个人都是在讨论人工智能技术,自动化设备,智能机器人。您知道,在过去的几年里,国内的LED自动化设备大多数正处在不断探索阶段,设备制造商必须要投入大量的资金、人力和物力来有效确保产品开发到位,然后不断探索回收利用产品研发设备成本费用21-11-29 10:09:01 -
 汽车线束分类 汽车线束分类可以分作两部分:主线束和枝干线束两种。主线束有汽车发动机线束,仪表线束,车身线束等;而枝干线束有车门线束,电瓶线束,汽车大灯线束等。不同部位的线束各司其职,但是又互相关联。 汽车线束体系 汽车线束和其他普通家电线束21-12-13 17:06:02
汽车线束分类 汽车线束分类可以分作两部分:主线束和枝干线束两种。主线束有汽车发动机线束,仪表线束,车身线束等;而枝干线束有车门线束,电瓶线束,汽车大灯线束等。不同部位的线束各司其职,但是又互相关联。 汽车线束体系 汽车线束和其他普通家电线束21-12-13 17:06:02 -
 无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 12:08:01
无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 12:08:01 -
 输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车19-07-09 11:14:01
输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车19-07-09 11:14:01 -
 流水线设备知识专题为您提供专业的流水线设备,生产线设备,装配线设备相关的概念和知识,以及流水线相关的设备,诸如输送设备,输送带等设备的概念和操作方法,方便你正确的使用和保养流水线设备。倍速、差速链流水线特点:1. 链式流水线是以链条作为牵引23-11-15 09:51:01
流水线设备知识专题为您提供专业的流水线设备,生产线设备,装配线设备相关的概念和知识,以及流水线相关的设备,诸如输送设备,输送带等设备的概念和操作方法,方便你正确的使用和保养流水线设备。倍速、差速链流水线特点:1. 链式流水线是以链条作为牵引23-11-15 09:51:01
被浏览过 4177005 次 版权所有:成都鑫睿能机电设备有限公司(ID:11153128) 技术支持:强帆
第10年
