

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王经理
-
- 手机:
-
13980892502
-
- 地址:
- 成都



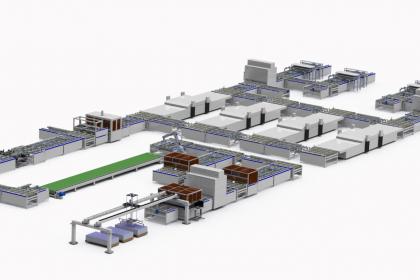
成都自动组装生产线,质量优异应用广泛
2024-04-29 06:00:01 777次浏览

价 格:面议
双边手推式插件线
二、规格参数:9000L×1200W×700H(mm)
三、数 量:1条
四、选材制作及说明:
1. 机 架:采用40×40×1.5mm矩型钢管组焊制作,支脚配可调脚杯。
2. 台 板:采用δ=15mm的中纤板,面铺绿色防火板,铝角包边,宽B=1200mm。
3. 导 轨:采用手推插件线专用铝滑轨,导轨间距0-350mm可调,双边布置。
4. 照 明:灯架采用40×40×1.5mm矩型管制作,照明选用客供节能灯,每0.5米安装一E27弹爪灯座,每3个灯座一个开关控制,双边顺线布置。
5. 工艺卡:在灯架中间设一路工艺指导卡架,采用H型铝导轨制作,每工位布置一块A4透明文件袋。
6. 元件盒挂条:在灯架下两边设一路元件槽,选用A3冷板喷塑制作。
7. 机体颜色:机身表面采用 电脑白 色喷塑。
组装线的作用
,设备利用率高。一组机床编入组装线后,产量比这组机床在分散单机作业时的产量提高数倍。
第二,在制品减少80%左右。
第三,生产能力相对稳定。自动加工系统由一自或多台机床组成,发生故障时,有降级运转的能力,物料传送系统也有自行绕过故障机床的能力。
第四,产品质量高。零件在加工过程中,装卸一次完成,加工精度嵩,加工形式稳定。
与自动化机械加工生产线不同的是,自动化机械加工生产线的加工对象是单个的机械零件,而自动化装配生产线主要从事产品制造后期的各种装配、检测、标示、包装等工序,操作的对象包括多个各种各样的零件、部件,后完成的是成品或半成品,主要应用于产品设计成熟、市场需求量巨大、需要多种装配工序、长期生产的产品制造场合。其优越性为产品性能及质量稳定、所需人工少、效率高、单价产品的制造成本大幅降低、占用场地少等。
适合自动化装配生产线进行生产的产品通常为: 轴承、齿轮变速器、香烟、计算机硬盘、计算机光盘驱动器、电气开关、继电器、灯泡、锁具、笔、印刷线路板、小型电机、微型泵、食品包装等。自动化装配生产线的结构原理与自动化机械加工生产线、手工装配流水线是非常相似的,只不过在手工装配流水线上的操作者是工人,自动化机械加工生产线上的操作者是各种工作站或自动机床,而在自动化装配生产线上则由各种自动化装配专机来完成各种装配工艺。其结构原理如下图所示。 典型的自动化装配生产线结构原理示意图 自动化装配生产线在结构上主要包括: 输送系统 ;各种分料、挡停及换向机构;各种自动上下料装置;各种自动化装配专机;传感器与控制系统 除此之外,经常还可能有部分人工操作的工序,用于代替技术上极难实现自动化或在成本上并不经济的装配工序,组成同时包括机器自动操作与人工操作的混合型自动化装配生产线。
(1)输送系统
输送系统通常采用各种输送线,其作用一方面为自动输送工件,另一方面为将各种自动化装配专机连接成一个协调运行的系统。输送系统通常都采用连续运行的方式。典型的输送线如:皮带输送线、平顶链输送线等
通常将输送线设计为直行形式,各种自动化装配专机直接放置在输送线的上方。自动化专机及输送线都是在各种铝型材的基础上设计制造出来的,经过调试后,通过专用的连接件将自动化专机与输送线连接固定,使它们成为一个整体。
(2)各种分料、挡停及换向机构
由于工件是按专机排列次序经过逐台专机的装配直至后完成全部装配工序的,通常在输送线上每一台专机的前方都先设计有分料机构,将连续排列的工件分隔开,然后再设置各种挡停机构,组成各专机所需要的工件暂存位置。工件到达该挡停暂存位置后,经过传感器确认后专机上的机械手从该位置抓取工件放入定位夹具,然后进行装配工艺操作。后由换机上的机械手从该位置抓取工件又送回输送线继续向下一台专机输送。
在需要改变工件的姿态时,就需要设置合适的换向机构,改变工件的姿态方向后再进行工序操作。
-
 装配线指的是由一些物料搬运设备连接起来的连续生产线。主要精神在于“让某一个生产单位只专注处理某一个片段的工作”,而非传统的让一个生产单位从上游到下游完整完成一个产品。装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和21-11-29 09:00:01
装配线指的是由一些物料搬运设备连接起来的连续生产线。主要精神在于“让某一个生产单位只专注处理某一个片段的工作”,而非传统的让一个生产单位从上游到下游完整完成一个产品。装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和21-11-29 09:00:01 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 14:39:01
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 14:39:01 -
流水线使用注意事项1、流水线工作中,如要使用刀具或利器时,应及为小心,避免割坏皮带。不得将任何物品放入或掉入上下皮带中间,如不小心掉入物品,应立及关机张其物品取出。2、变频器、电机不能进水,如长期不使用时应保持所在的环境干燥,以免造成短路烧21-11-27 11:30:01
-
 在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 15:46:01
在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 15:46:01 -
 对于汽车线束认证问题都给人一种比较模糊的概念,生产汽车线束要不要认证,而且需要哪些基本认证呢,3C认证和TS16949等认证是必需的吗?汽车线束并没有一定要求做3C认证,但是对于汽车线束生产厂来说ISO9001和TS16949:2002是基21-11-29 11:30:02
对于汽车线束认证问题都给人一种比较模糊的概念,生产汽车线束要不要认证,而且需要哪些基本认证呢,3C认证和TS16949等认证是必需的吗?汽车线束并没有一定要求做3C认证,但是对于汽车线束生产厂来说ISO9001和TS16949:2002是基21-11-29 11:30:02 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 16:03:02
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 16:03:02 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.23-11-04 22:18:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.23-11-04 22:18:01 -
 按筒体材料的不同可以分为以下几种: 1、碳钢滚筒,即滚筒筒体用碳钢管加工; 2、塑料滚筒,即滚筒筒体用塑料管加工; 按筒体表面处理的方式分为以下几种: 1、电镀滚筒 即滚筒表面电镀,常见的有镀锌,也可以镀铬,镀镍等; 2、喷塑滚筒 即滚筒表19-07-09 10:42:01
按筒体材料的不同可以分为以下几种: 1、碳钢滚筒,即滚筒筒体用碳钢管加工; 2、塑料滚筒,即滚筒筒体用塑料管加工; 按筒体表面处理的方式分为以下几种: 1、电镀滚筒 即滚筒表面电镀,常见的有镀锌,也可以镀铬,镀镍等; 2、喷塑滚筒 即滚筒表19-07-09 10:42:01 -
 根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专机、汽车燃油泵装配线、汽车仪表盘总成装配线、汽车气囊及带、汽车离合器装配线、汽车方向盘装配21-12-13 17:45:01
根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专机、汽车燃油泵装配线、汽车仪表盘总成装配线、汽车气囊及带、汽车离合器装配线、汽车方向盘装配21-12-13 17:45:01 -
 输送线生产的组织 分析输送线: 在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以****工作地正常的负荷。同样零部件或者产品的生产规模是决21-11-27 09:24:01
输送线生产的组织 分析输送线: 在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以****工作地正常的负荷。同样零部件或者产品的生产规模是决21-11-27 09:24:01 -
 汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-01 16:21:01
汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-01 16:21:01 -
 装配线的平衡是使人员之间或机器之间尽量平衡,这样装配线的产出才能达到要求的水平。装配线平衡问题与设施规划相牵连。装配线的平衡与否直接影响到制造系统的生产率。装配线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作21-11-27 11:12:01
装配线的平衡是使人员之间或机器之间尽量平衡,这样装配线的产出才能达到要求的水平。装配线平衡问题与设施规划相牵连。装配线的平衡与否直接影响到制造系统的生产率。装配线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作21-11-27 11:12:01 -
 流水线安装注意事项: 流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法19-07-09 15:18:01
流水线安装注意事项: 流水线的平面设计应当保证零件的运输路线最短,生产工人操作方便,辅助服务部门工作便利,最有效地利用生产面积,并考虑流水线安装之间的相互衔接。为满足这些要求,在流水线平面布置时应考虑流水线的形式、流水线安装工作地的排列方法19-07-09 15:18:01 -
 滚筒转弯输送机/滚筒输送机/滚筒输送线/滚筒流水线适用于各类箱、包、托盘等件货的输送,能够输送单件重量很大的物料,或承受较大的冲击载荷,具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。结构形式:按驱动方式可分为滚筒线和无动21-11-27 12:57:01
滚筒转弯输送机/滚筒输送机/滚筒输送线/滚筒流水线适用于各类箱、包、托盘等件货的输送,能够输送单件重量很大的物料,或承受较大的冲击载荷,具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。结构形式:按驱动方式可分为滚筒线和无动21-11-27 12:57:01 -
 现如今,每个人都是在讨论人工智能技术,自动化设备,智能机器人。您知道,在过去的几年里,国内的LED自动化设备大多数正处在不断探索阶段,设备制造商必须要投入大量的资金、人力和物力来有效确保产品开发到位,然后不断探索回收利用产品研发设备成本费用21-11-29 10:09:01
现如今,每个人都是在讨论人工智能技术,自动化设备,智能机器人。您知道,在过去的几年里,国内的LED自动化设备大多数正处在不断探索阶段,设备制造商必须要投入大量的资金、人力和物力来有效确保产品开发到位,然后不断探索回收利用产品研发设备成本费用21-11-29 10:09:01 -
 汽车线束分类 汽车线束分类可以分作两部分:主线束和枝干线束两种。主线束有汽车发动机线束,仪表线束,车身线束等;而枝干线束有车门线束,电瓶线束,汽车大灯线束等。不同部位的线束各司其职,但是又互相关联。 汽车线束体系 汽车线束和其他普通家电线束21-12-13 17:06:02
汽车线束分类 汽车线束分类可以分作两部分:主线束和枝干线束两种。主线束有汽车发动机线束,仪表线束,车身线束等;而枝干线束有车门线束,电瓶线束,汽车大灯线束等。不同部位的线束各司其职,但是又互相关联。 汽车线束体系 汽车线束和其他普通家电线束21-12-13 17:06:02 -
 无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 12:08:01
无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 12:08:01 -
 输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车19-07-09 11:14:01
输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。这样在库房、生产车19-07-09 11:14:01 -
 流水线设备知识专题为您提供专业的流水线设备,生产线设备,装配线设备相关的概念和知识,以及流水线相关的设备,诸如输送设备,输送带等设备的概念和操作方法,方便你正确的使用和保养流水线设备。倍速、差速链流水线特点:1. 链式流水线是以链条作为牵引23-11-15 09:51:01
流水线设备知识专题为您提供专业的流水线设备,生产线设备,装配线设备相关的概念和知识,以及流水线相关的设备,诸如输送设备,输送带等设备的概念和操作方法,方便你正确的使用和保养流水线设备。倍速、差速链流水线特点:1. 链式流水线是以链条作为牵引23-11-15 09:51:01 -
 1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。观察流水线上哪21-12-13 16:39:01
1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。观察流水线上哪21-12-13 16:39:01
被浏览过 4175848 次 版权所有:成都鑫睿能机电设备有限公司(ID:11153128) 技术支持:强帆
第10年
