

-
- 公司:
- 深圳市宝安区松岗东兴电泳烤漆厂
-
- 联系:
- 方小姐
-
- 手机:
-
13823192459
-
- 电话:
-
0755-27299982
-
- 地址:
- 深圳松岗红星龙门坡边工业区

- 深圳电泳加工 217
- 深圳电槽各类表面处理 267
- 深圳电泳烤漆 101
- 深圳电泳涂装 88
- 深圳沙井电泳加工厂 80
- 深圳福永电泳加工 80
- 深圳松岗电泳加工厂 85
- 深圳松岗电槽表面处理 76

- 电泳涂装工艺中水洗工序有哪些重要性?634阅读 2023-07-03 15:03:55
- 黑色电泳涂装加工的涂膜出现针孔的原因分析606阅读 2023-07-03 15:03:20
- 电泳加工时为什么要有前处理工序呢?599阅读 2023-07-03 15:02:13
- 黑色电泳加工时一般怎样控制好质量问题?604阅读 2023-07-03 15:01:40
- 电泳涂装加工前工件的外表处置方法是什么?615阅读 2023-07-03 15:00:57

深圳龙华电槽表面处理供应,追求,
2024-05-11 08:38:02 1374次浏览
价 格:面议
在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在槽钢固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于各种强酸、碱雾气等强腐蚀环境中。
抛光
抛光是指利用 机械、化学或 电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。
抛光不能提高工件的尺寸精度或几何形状精度,而是以 得到光滑表面或镜面光泽为目的,有时也用以 消除光泽(消光)。
通常以抛光轮作为抛光工具。抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂。
抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。
针对不同的抛光过程: 粗抛( 基础抛光过程),中抛( 精加工过程)和精抛( 上光过程) ,选用合适的抛光轮可以达到抛光效果,同时提高抛光效率。
喷砂
利用高速砂流的冲击作用清理和粗化基体表面的过程。
采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化。由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
工艺流程】
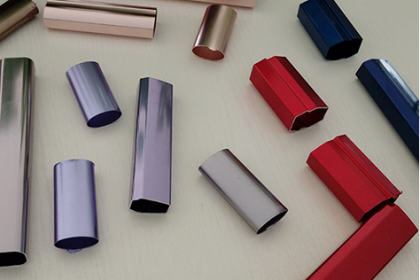
单色、渐变色:
抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干
双色:
①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2 →封孔→烘干
②抛光/喷砂/拉丝→除油→阳极氧化1 →镭雕→阳极氧化2 →封孔→烘干
-
 电泳介质的pH值 溶液的pH值决定带电物质的解离程度,也决定物质所带净电荷的多少.对蛋白质,氨基酸等类似两性电解质,pH值离等电点越远,粒子所带电荷越多,泳动速度越快,反之越慢。因此,当分离某一种混合物时,应选择一种能扩大各种蛋白质所带电荷21-08-31 19:00:02
电泳介质的pH值 溶液的pH值决定带电物质的解离程度,也决定物质所带净电荷的多少.对蛋白质,氨基酸等类似两性电解质,pH值离等电点越远,粒子所带电荷越多,泳动速度越快,反之越慢。因此,当分离某一种混合物时,应选择一种能扩大各种蛋白质所带电荷21-08-31 19:00:02 -
 高温烤漆又名特氟龙(teflon)英文全称为Polytetrafluoroetylene,简称Teflon、PTFE、F4等。特氟龙高性能特种涂料是以聚四氟乙烯为基体树脂的氟涂料,英文名称为Teflon,因为发音的缘故,通常又被称 之为铁氟23-12-13 13:36:01
高温烤漆又名特氟龙(teflon)英文全称为Polytetrafluoroetylene,简称Teflon、PTFE、F4等。特氟龙高性能特种涂料是以聚四氟乙烯为基体树脂的氟涂料,英文名称为Teflon,因为发音的缘故,通常又被称 之为铁氟23-12-13 13:36:01 -
 在确定的条件下,带电粒子在单位电场强度作用下,单位时间内移动的距离(即迁移率)为常数,是该带电粒子的物化特征性常数。不同带电粒子因所带电荷不同,或虽所带电荷相同但荷质比不同,在同一电场中电泳,经一定时间后,由于移动距离不同而相互分离。在外加23-12-13 13:12:01
在确定的条件下,带电粒子在单位电场强度作用下,单位时间内移动的距离(即迁移率)为常数,是该带电粒子的物化特征性常数。不同带电粒子因所带电荷不同,或虽所带电荷相同但荷质比不同,在同一电场中电泳,经一定时间后,由于移动距离不同而相互分离。在外加23-12-13 13:12:01 -
 利用电泳可以确定胶体微粒的电性质,向阳极移动的胶粒带负电荷,向阴极移动的胶粒带正电荷。一般来讲,金属氢氧化物、金属氧化物等胶体微粒吸附阳离子,带正电荷;非金属氧化物、非金属硫化物等胶体微粒吸附阴离子,带负电荷。工厂除尘也用到电泳。利用电泳还23-12-13 16:27:01
利用电泳可以确定胶体微粒的电性质,向阳极移动的胶粒带负电荷,向阴极移动的胶粒带正电荷。一般来讲,金属氢氧化物、金属氧化物等胶体微粒吸附阳离子,带正电荷;非金属氧化物、非金属硫化物等胶体微粒吸附阴离子,带负电荷。工厂除尘也用到电泳。利用电泳还23-12-13 16:27:01 -
 电泳涂装和其它涂装方式一样,在涂装前涂件必须要进行表面处理,表面处理是涂装前必须要进行的一项重要工作,不同的涂装方法,不同的材质及其表面状态,所要求的表面处理工艺和方法均不尽相同,不仅不同的表面处理工艺和处理质量严重地影响涂装质量,而且表面19-06-27 15:14:01
电泳涂装和其它涂装方式一样,在涂装前涂件必须要进行表面处理,表面处理是涂装前必须要进行的一项重要工作,不同的涂装方法,不同的材质及其表面状态,所要求的表面处理工艺和方法均不尽相同,不仅不同的表面处理工艺和处理质量严重地影响涂装质量,而且表面19-06-27 15:14:01 -
 电泳漆涂层的去除方法 工业大生产中电泳漆涂层的去除方法: 1、浓硫酸: 电泳涂装工业大生产中,一般比较常用的去除方法是采用浓硫酸来去除。通过加热可以更有效快速地去除电泳漆涂层。 但是由于这是一种强腐蚀性化学品,所以操作时务必要小心,20-06-05 10:06:02
电泳漆涂层的去除方法 工业大生产中电泳漆涂层的去除方法: 1、浓硫酸: 电泳涂装工业大生产中,一般比较常用的去除方法是采用浓硫酸来去除。通过加热可以更有效快速地去除电泳漆涂层。 但是由于这是一种强腐蚀性化学品,所以操作时务必要小心,20-06-05 10:06:02 -
 在外加直流电源的作用下,胶体微粒在分散介质里向阴极或阳极作定向移动,这种现象叫做电泳。利用电泳现象使物质分离,这种技术也叫做电泳。胶体有电泳现象,证明胶体的微粒带有电荷。各种胶体微粒的本质不同,它们吸附的离子不同,所以带有不同的电荷。18023-12-13 18:42:01
在外加直流电源的作用下,胶体微粒在分散介质里向阴极或阳极作定向移动,这种现象叫做电泳。利用电泳现象使物质分离,这种技术也叫做电泳。胶体有电泳现象,证明胶体的微粒带有电荷。各种胶体微粒的本质不同,它们吸附的离子不同,所以带有不同的电荷。18023-12-13 18:42:01 -
 高温烤漆,英文全称为Polytetrafluoroetylene,简称Teflon、PTFE、F4等。特氟龙高性能特种涂料是以聚四氟乙烯为基体树脂的氟涂料,英文名称为Teflon,因为发音的缘故,通常又被称 之为铁氟龙、铁富龙、特富龙、特氟23-12-13 16:27:01
高温烤漆,英文全称为Polytetrafluoroetylene,简称Teflon、PTFE、F4等。特氟龙高性能特种涂料是以聚四氟乙烯为基体树脂的氟涂料,英文名称为Teflon,因为发音的缘故,通常又被称 之为铁氟龙、铁富龙、特富龙、特氟23-12-13 16:27:01 -
 工厂除尘也用到电泳。利用电泳还可以检出被分离物,在生化和临床诊断方面发挥重要作用。本世纪40年代末到50年代初相继发展利用支持物进行的电泳,如滤纸电泳,醋酸纤维素膜电泳、琼脂电泳;50年代末又出现淀粉凝胶电泳和聚丙烯酰胺凝胶电泳等。电泳已日23-12-13 19:48:02
工厂除尘也用到电泳。利用电泳还可以检出被分离物,在生化和临床诊断方面发挥重要作用。本世纪40年代末到50年代初相继发展利用支持物进行的电泳,如滤纸电泳,醋酸纤维素膜电泳、琼脂电泳;50年代末又出现淀粉凝胶电泳和聚丙烯酰胺凝胶电泳等。电泳已日23-12-13 19:48:02 -
 烤漆时,可在车的方圆酿成一恒定的气流以去除过量的油漆,且送入的气氛具有肯定的压力,使喷漆时房内气氛洁净度达98%以上,而间接始末底部出风口被排出房外。这样不休地循环转换,使喷漆后的漆雾微粒不能在气氛中耽搁,以0.2-0.3m/s的速度向下活21-09-06 17:36:01
烤漆时,可在车的方圆酿成一恒定的气流以去除过量的油漆,且送入的气氛具有肯定的压力,使喷漆时房内气氛洁净度达98%以上,而间接始末底部出风口被排出房外。这样不休地循环转换,使喷漆后的漆雾微粒不能在气氛中耽搁,以0.2-0.3m/s的速度向下活21-09-06 17:36:01 -
 在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在槽钢固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于21-08-31 20:21:01
在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在槽钢固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于21-08-31 20:21:01 -
 现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。以存好心、说好23-12-13 19:06:01
现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。以存好心、说好23-12-13 19:06:01 -
 现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。特氟龙(铁氟龙23-12-13 15:42:01
现拥有厂房面积1500平方米,半自动电着处理生产线1条,打磨、抛光生产线1条,以及污水、废气处理设备各1套,现有生产员工40多人,其中高级技工程师2人,生产技术人员6人,自公司设立以来,一直秉承品质,服务至上,永续经营的宗旨。特氟龙(铁氟龙23-12-13 15:42:01 -
 粘合力差,涂不了或发花状况缘故:印刷物印刷油墨表层造成晶化油、粉末喷涂等,墨笔画中合调墨油及燥油过多;UV光油黏度很小或镀层过薄;点胶网纹辊过细;光固化机标准不适合;UV光油自身粘合力差及印刷物原材料的粘合力差。处理:清除晶化层,打毛解决或22-05-24 09:57:01
粘合力差,涂不了或发花状况缘故:印刷物印刷油墨表层造成晶化油、粉末喷涂等,墨笔画中合调墨油及燥油过多;UV光油黏度很小或镀层过薄;点胶网纹辊过细;光固化机标准不适合;UV光油自身粘合力差及印刷物原材料的粘合力差。处理:清除晶化层,打毛解决或22-05-24 09:57:01 -
 电泳涂装和其它涂装方式一样,在涂装前涂件必须要进行表面处理,表面处理是涂装前必须要进行的一项重要工作,不同的涂装方法,不同的材质及其表面状态,所要求的表面处理工艺和方法均不尽相同,不仅不同的表面处理工艺和处理质量严重地影响涂装质量,而且表面17-10-11 18:58:39
电泳涂装和其它涂装方式一样,在涂装前涂件必须要进行表面处理,表面处理是涂装前必须要进行的一项重要工作,不同的涂装方法,不同的材质及其表面状态,所要求的表面处理工艺和方法均不尽相同,不仅不同的表面处理工艺和处理质量严重地影响涂装质量,而且表面17-10-11 18:58:39 -
 在确定的条件下,带电粒子在单位电场强度作用下,单位时间内移动的距离(即迁移率)为常数,是该带电粒子的物化特征性常数。不同带电粒子因所带电荷不同,或虽所带电荷相同但荷质比不同,在同一电场中电泳,经一定时间后,由于移动距离不同而相互分离。在电泳23-12-13 12:15:01
在确定的条件下,带电粒子在单位电场强度作用下,单位时间内移动的距离(即迁移率)为常数,是该带电粒子的物化特征性常数。不同带电粒子因所带电荷不同,或虽所带电荷相同但荷质比不同,在同一电场中电泳,经一定时间后,由于移动距离不同而相互分离。在电泳23-12-13 12:15:01 -
 深圳市松岗东兴电泳烤漆厂,具备正规环保牌照。可以开17%税票 成立于1999年10月,主要从事电泳,电槽各类表面处理,包括彩色。目前与统一、松下、东芝、中信、索尼、捷和电机等配设厂商取很好的合作关系。欢迎您随时来敝公司光临指导,我们将竭诚为23-12-13 17:18:01
深圳市松岗东兴电泳烤漆厂,具备正规环保牌照。可以开17%税票 成立于1999年10月,主要从事电泳,电槽各类表面处理,包括彩色。目前与统一、松下、东芝、中信、索尼、捷和电机等配设厂商取很好的合作关系。欢迎您随时来敝公司光临指导,我们将竭诚为23-12-13 17:18:01 -
 电泳加工过程步骤 过程1:电解反响:2H2O+2e-=H2↑+2OH-; 过程2:电泳:RN+H(C2H4OH)2:和H+向阴极运动; 过程3:阴极电堆积:由H+在阴极放电,阴极和漆液界面处,OH-浓度升高, 当OH-浓度增加到一定20-06-05 09:24:01
电泳加工过程步骤 过程1:电解反响:2H2O+2e-=H2↑+2OH-; 过程2:电泳:RN+H(C2H4OH)2:和H+向阴极运动; 过程3:阴极电堆积:由H+在阴极放电,阴极和漆液界面处,OH-浓度升高, 当OH-浓度增加到一定20-06-05 09:24:01 -
 彩色电泳之电泳加工厂家加工方式: 1.槽体 根据工件的输送方式不同,槽体分为船形槽和矩形槽两种形式,一般船形槽适于连续通过式电泳涂装生产线,矩形槽适于间歇垂直升降式电泳涂装生产线。 2.循环搅拌系统 循环搅拌系统分内、外两部分循环。作用是保23-03-13 17:06:01
彩色电泳之电泳加工厂家加工方式: 1.槽体 根据工件的输送方式不同,槽体分为船形槽和矩形槽两种形式,一般船形槽适于连续通过式电泳涂装生产线,矩形槽适于间歇垂直升降式电泳涂装生产线。 2.循环搅拌系统 循环搅拌系统分内、外两部分循环。作用是保23-03-13 17:06:01 -
 电泳涂装和其它涂装方式一样,在涂装前涂件必须要进行表面处理,表面处理是涂装前必须要进行的一项重要工作,不同的涂装方法,不同的材质及其表面状态,所要求的表面处理工艺和方法均不尽相同,不仅不同的表面处理工艺和处理质量严重地影响涂装质量,而且表面19-06-27 13:16:01
电泳涂装和其它涂装方式一样,在涂装前涂件必须要进行表面处理,表面处理是涂装前必须要进行的一项重要工作,不同的涂装方法,不同的材质及其表面状态,所要求的表面处理工艺和方法均不尽相同,不仅不同的表面处理工艺和处理质量严重地影响涂装质量,而且表面19-06-27 13:16:01
被浏览过 5325101 次 版权所有:深圳市宝安区松岗东兴电泳烤漆厂(ID:11483396) 技术支持:林睿君
第8年
