

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王经理
-
- 手机:
-
13980892502
-
- 地址:
- 成都


- 自动化生产线注意事项32阅读 2024-04-18 11:41:09
- 自动化生产线调试阶段31阅读 2024-04-18 11:36:51
- 自动化生产线安装阶段注意事项31阅读 2024-04-18 11:35:58
- SMT生产线的基本流程31阅读 2024-04-18 11:33:25
- 什么是SMT生产线35阅读 2024-04-18 11:32:58

成都总装线,期待为您效劳
2024-04-18 01:00:01 643次浏览

价 格:面议
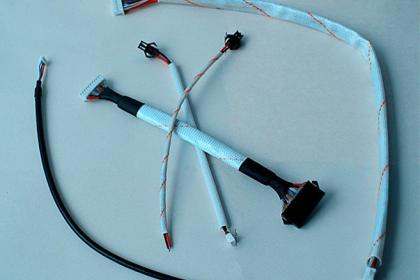
汽车因为其价格越来越亲民,汽车无论在款式还是造型或细节等方面都有很多创新。汽车大灯作为汽车的第二语言指令期间也在不断革新。现在市面上流行的有四种汽车大灯:卤素大灯、疝气大灯、LED大灯、激光大灯等。 大灯线束组成 上述的四种大灯在使用上各有不同的优缺点,有的是搭配结合使用,不论是哪种都是要使用到汽车大灯线束的,大灯线束作为所有车灯线束的总称,包括了:汽车后尾灯线束,汽车前大灯线束,雾灯线束等。 汽车大灯线束生产注意事项 大灯线束相对于整车线束生产要简单的多,但是还有需要注意的点。首先是裁线、剥线,可以通过自动端子压着机一步操作到位,需要注意的是一定需要严格安装工程下发的图纸严格作业,产品全检全测。生产过程需要有巡检人员随时做抽查,坚决不让不良品流向下一岗位。
提供各种 底盘汽车线束、汽车空调线束、传感器线束、全车线束、汽车音响线束、新能源汽车线束等。 汽车线束是汽车内部电路的连接主体,如果说将汽车比作人,那么线束就是神经和血管了,是汽车组成的基本部分。 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电流信号,也要保证连接电路的可靠性,向电子电气部件供应规定的电流值,防止对周围电路的电磁干扰,并要排除电器短路。 汽车线束因其应用的行业,所以对线束材料的要求十分严格, 包括其电气性能、材料散发性、耐温性等等,都比一般的线束要求要高,特别是涉及到方面的:如方向控制系统、刹车这些重要组件的线束,要求更为严格。
压接工艺: 汽车线束在端子压接需要严格按照操作说明进行,有的线束会套上防水塞再进行压接,有的需要套上保护套从预装工位返回再压接。这些工位需要随时抽查监督,汽车线束工艺一般线束生产工艺严格的多,严格的品质要求是企业长久立足的根本。 预装工艺: 汽车线束生产交期和质量保证很大程度取决于预装工位的设置,预装工艺的合理性直接影响线束装配的效率,也反映出研发人员的专业技术。设置汽车线束预装工位需要工程人员在现场随时总结优化,很多汽车线束厂家在装配中也做过很多尝试,不断优化进步。避免出现某一个工位工作量过大,其他工位工作量偏小,还是需要负责人在现场不断进行经验总结。总装工艺 根据研发部门设计的装配台板,设计工装设备,进口电子元器件,物料盒规格尺寸并将所有装配护套和附近的编号贴于物料盒用来提高装配效率。每个工装岗位需要设定装配内容和要求,防止每个工位工作量过大,从而影响整个流水线的进度。 汽车线束生产工艺直接影响汽车的使用和,汽车厂商对汽车线束厂选择应该重视,对汽车线束工艺和生产有一定的了解
简单来讲,汽车线束装配就是将各种类型的导线包扎成束,称之为线束。统一的包扎可以对绝缘层进行保护,同时也能更好的进行零部件接线且节约了占用空间。汽车线束的材料主要有线材、连接器以及传感器等部分。现在就由东莞久旺电子为大家讲解汽车线束装配需要注意的点和重要性。 汽车线束装配流程 汽车线束装配之前,肯定需要熟悉电路图原理,各部位接线和加工,方便后续加工。汽车线束生产加工可以分为两个部分,部分为压接端子,包括了全自动压接和半自动压接两种形式。第二部分为装配工序,装配工序又可分为预装工艺和总装工艺。
-
 在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 12:26:01
在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 12:26:01 -
 1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.工作地专业化21-12-13 18:30:01
1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.工作地专业化21-12-13 18:30:01 -
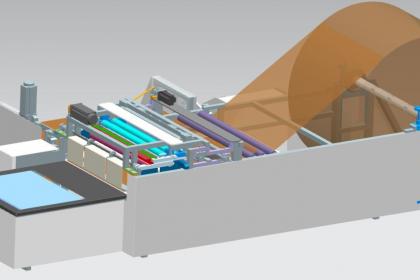
 汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-13 17:15:01
汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-13 17:15:01 -
 生产装配流水线采用DQ912铝合金型材作导轨,以三倍速链条为传输介质,电动、气动控制相结合,整体运行处于相对自由节拍状态,广泛应用于水泵、电视机、显示器、仪器仪表、空调、燃气灶具、汽车摩托车配件、碎纸机等产品的生产装配、调试及检测作业。同时21-12-01 16:09:01
生产装配流水线采用DQ912铝合金型材作导轨,以三倍速链条为传输介质,电动、气动控制相结合,整体运行处于相对自由节拍状态,广泛应用于水泵、电视机、显示器、仪器仪表、空调、燃气灶具、汽车摩托车配件、碎纸机等产品的生产装配、调试及检测作业。同时21-12-01 16:09:01 -
 无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 11:52:01
无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 11:52:01 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 17:27:02
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 17:27:02 -
 精益生产线具有普通生产线的所有特点,更具备普通生产线不具备的柔性、随意性、性、环保性,精益生产线组装简单,随着订单的大小随意挪动生产线,从而合理的利用人力资源。皮带线可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量21-12-02 10:27:01
精益生产线具有普通生产线的所有特点,更具备普通生产线不具备的柔性、随意性、性、环保性,精益生产线组装简单,随着订单的大小随意挪动生产线,从而合理的利用人力资源。皮带线可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量21-12-02 10:27:01 -
 汽车线束是汽车内部电路的连接主体,如果说将汽车比作人,那么线束就是神经和血管了,是汽车组成的基本部分。 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电流信号,也21-12-13 16:03:01
汽车线束是汽车内部电路的连接主体,如果说将汽车比作人,那么线束就是神经和血管了,是汽车组成的基本部分。 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电流信号,也21-12-13 16:03:01 -
 今日介绍一下AWG32 36 40同轴线、电子线、铁氟龙线的特殊使用。1.极细同轴线 AWG36(非50欧姆)这种线通常作为电源线,因为其芯线较粗,能承受较大的电流(0.7A),由于只是作为电源,因此不需要考虑匹配阻抗,而且50欧姆线径太粗21-11-29 10:48:01
今日介绍一下AWG32 36 40同轴线、电子线、铁氟龙线的特殊使用。1.极细同轴线 AWG36(非50欧姆)这种线通常作为电源线,因为其芯线较粗,能承受较大的电流(0.7A),由于只是作为电源,因此不需要考虑匹配阻抗,而且50欧姆线径太粗21-11-29 10:48:01 -
 装配线的链轮链条润滑的和滚动轴承维护保养的作用是什么,让我们看看下一个让我们看看它。1.定期维护检查装配线的每一小部分是否卡顿,如果有卡顿现象,应在停止运行后及时进行处理。2.装配线无尘喷油:如果实际情况允许,应在减速机等润滑零部件上安装使21-11-29 10:18:01
装配线的链轮链条润滑的和滚动轴承维护保养的作用是什么,让我们看看下一个让我们看看它。1.定期维护检查装配线的每一小部分是否卡顿,如果有卡顿现象,应在停止运行后及时进行处理。2.装配线无尘喷油:如果实际情况允许,应在减速机等润滑零部件上安装使21-11-29 10:18:01 -
 装配线是一个离散事件系统,在仿真过程中主要系统元素包括:零部件(Part),机械设备,传送带,在制品缓冲区,运输车辆,轨道,操作者,流动路径以及模块。仿真建模即是将这几个主要的系统元素,按照实际产品在加工企业中的物理流动路线,在WITNES21-11-29 09:39:01
装配线是一个离散事件系统,在仿真过程中主要系统元素包括:零部件(Part),机械设备,传送带,在制品缓冲区,运输车辆,轨道,操作者,流动路径以及模块。仿真建模即是将这几个主要的系统元素,按照实际产品在加工企业中的物理流动路线,在WITNES21-11-29 09:39:01 -
 按连接的方式分类: 静态流水线:同一时间内,多功能结构只能按一种功能的连接方式工作。 动态流水线:同一时间内,可以有多种功能的连接方式同时工作。流水线的生产以生产设备为主,进行产品的单元作业。要求员工的综合素质较高,不论是操作技能、文化21-12-01 15:51:01
按连接的方式分类: 静态流水线:同一时间内,多功能结构只能按一种功能的连接方式工作。 动态流水线:同一时间内,可以有多种功能的连接方式同时工作。流水线的生产以生产设备为主,进行产品的单元作业。要求员工的综合素质较高,不论是操作技能、文化21-12-01 15:51:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 17:15:02
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 17:15:02 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 13:36:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 13:36:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 18:15:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 18:15:01 -
 汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游19-07-09 13:58:01
汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游19-07-09 13:58:01 -
 汽车线束流水线规格及参数:1、线体长度根据产品的装配工艺编排计算得出;2、线体高度为2M,其中工作面高度由产品高度定;3、线体宽度:1200mm~2000mm根据产品规格自由定。滚筒的安装:皮带流水线的输送面两端安装滚筒,便于皮带输送线的循21-12-02 09:36:02
汽车线束流水线规格及参数:1、线体长度根据产品的装配工艺编排计算得出;2、线体高度为2M,其中工作面高度由产品高度定;3、线体宽度:1200mm~2000mm根据产品规格自由定。滚筒的安装:皮带流水线的输送面两端安装滚筒,便于皮带输送线的循21-12-02 09:36:02 -
 在线体的每个工位设有一脚踏阀,停止器动作由脚踏阀控制,总装线进行装配工作时,停止器挡住托盘不能前进,装配工作完成后,停止器落下,托盘进入下一道工序,当S1检测到托盘时,停止器动作,放行托盘,托盘进入升降工作台。总装线用于动力总成和左右半轴、21-12-01 16:30:01
在线体的每个工位设有一脚踏阀,停止器动作由脚踏阀控制,总装线进行装配工作时,停止器挡住托盘不能前进,装配工作完成后,停止器落下,托盘进入下一道工序,当S1检测到托盘时,停止器动作,放行托盘,托盘进入升降工作台。总装线用于动力总成和左右半轴、21-12-01 16:30:01 -
 流水线使用注意事项1、流水线工作中,如要使用刀具或利器时,应及为小心,避免割坏皮带。不得将任何物品放入或掉入上下皮带中间,如不小心掉入物品,应立及关机张其物品取出。2、变频器、电机不能进水,如长期不使用时应保持所在的环境干燥,以免造成短路烧21-11-27 17:03:01
流水线使用注意事项1、流水线工作中,如要使用刀具或利器时,应及为小心,避免割坏皮带。不得将任何物品放入或掉入上下皮带中间,如不小心掉入物品,应立及关机张其物品取出。2、变频器、电机不能进水,如长期不使用时应保持所在的环境干燥,以免造成短路烧21-11-27 17:03:01 -
 汽车线束装配特点汽车线束装配线的自动化程度比较低,很多工序都需要人工才能完成,所以在装配时需要汽车线束制造厂有足够的劳动力,不可避免的,在线束装配会出现一定的波动。在汽车线束制造厂多少都会遇到这种情况,在一定生产环境下没有完成装配任务,这种21-11-29 10:45:01
汽车线束装配特点汽车线束装配线的自动化程度比较低,很多工序都需要人工才能完成,所以在装配时需要汽车线束制造厂有足够的劳动力,不可避免的,在线束装配会出现一定的波动。在汽车线束制造厂多少都会遇到这种情况,在一定生产环境下没有完成装配任务,这种21-11-29 10:45:01
被浏览过 4135737 次 版权所有:成都鑫睿能机电设备有限公司(ID:11153128) 技术支持:强帆
第10年
