

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王经理
-
- 手机:
-
13980892502
-
- 地址:
- 成都
本站共被浏览过 4226933 次



产品信息
您所在的位置:首页 > 详细信息
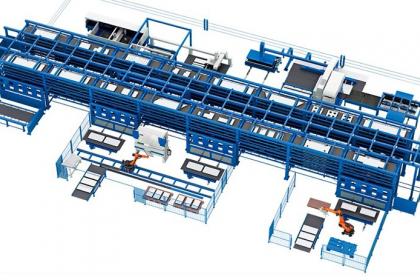
成都工厂总装线厂家,拥有完善售后服务
2024-05-13 11:00:01 770次浏览

价 格:面议
生产装配流水线采用DQ912铝合金型材作导轨,以三倍速链条为传输介质,电动、气动控制相结合,整体运行处于相对自由节拍状态,广泛应用于水泵、电视机、显示器、仪器仪表、空调、燃气灶具、汽车摩托车配件、碎纸机等产品的生产装配、调试及检测作业。同时可与提升机或悬挂线、自动搬运机械手组成立体交叉的循环生产系统。
在刚性联接自动生产线中,工序之间没有储料装置,工件的加工和传送过程有严格的节奏性.当某一台设备发生故障而停歇时,会引起全线停工.因此,对刚性联接自动生产线中各种设备的工作****性要求高。
在柔性联接自动生产线中,各工序(或工段)之间设有储料装置,各工序节拍不必严格一致,某一台设备短暂停歇时,可以由储料装置在一定时间内起调剂平衡的作用,因而不会影响其他设备正常工作.综合自动生产线、装配自动生产线和较长的组合机床自动生产线常采用柔性联接。
流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送线。按照输送系列产品大体可以分为:皮带线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水线输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分广泛。
-
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 17:36:01
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 17:36:01 -
 按处理的数据类型分类: 标量流水线:一般数据 向量流水线:矢量数据。X+Y=Z每一个代表一维数据。流水线制造结构上分类: 线性流水线:指各功能模块顺序串行连接,无反馈回路,如前面介绍的。 非线性流水线:带有反馈回路的流水线。察流水线21-12-01 17:54:01
按处理的数据类型分类: 标量流水线:一般数据 向量流水线:矢量数据。X+Y=Z每一个代表一维数据。流水线制造结构上分类: 线性流水线:指各功能模块顺序串行连接,无反馈回路,如前面介绍的。 非线性流水线:带有反馈回路的流水线。察流水线21-12-01 17:54:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 16:09:02
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 16:09:02 -
 简单来讲,汽车线束装配就是将各种类型的导线包扎成束,称之为线束。统一的包扎可以对绝缘层进行保护,同时也能更好的进行零部件接线且节约了占用空间。汽车线束的材料主要有线材、连接器以及传感器等部分。现在就由东莞久旺电子为大家讲解汽车线束装配需要注21-11-29 11:18:01
简单来讲,汽车线束装配就是将各种类型的导线包扎成束,称之为线束。统一的包扎可以对绝缘层进行保护,同时也能更好的进行零部件接线且节约了占用空间。汽车线束的材料主要有线材、连接器以及传感器等部分。现在就由东莞久旺电子为大家讲解汽车线束装配需要注21-11-29 11:18:01 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 11:39:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 11:39:01 -
 输送带的pitch时间=整日的上班时间/日产量*(1+不良率)输送带的速度=记号间隔距离 /输送带的pitch时间所谓记号间隔距离, 在流水线的皮带上所做的记号间的距离, 希望作业者依记号流经的速度完成作业并放置在皮带线上; 但炼条线并没有23-11-15 16:03:02
输送带的pitch时间=整日的上班时间/日产量*(1+不良率)输送带的速度=记号间隔距离 /输送带的pitch时间所谓记号间隔距离, 在流水线的皮带上所做的记号间的距离, 希望作业者依记号流经的速度完成作业并放置在皮带线上; 但炼条线并没有23-11-15 16:03:02 -
 根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专机、汽车燃油泵装配线、汽车仪表盘总成装配线、汽车气囊及带、汽车离合器装配线、汽车方向盘装配21-11-27 10:42:02
根据不同的需求差异,集程度的操控及多功能于每个工作单元。实现流水作业方式的系统集成应用, 主要包括:汽车涡轮压器总成装配线、汽车空调器装配线及铆接专机、汽车燃油泵装配线、汽车仪表盘总成装配线、汽车气囊及带、汽车离合器装配线、汽车方向盘装配21-11-27 10:42:02 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 11:21:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 11:21:01 -
 总装线生产厂家,值得信赖 面议电动车生产线由钢结构导轨和弯板链及专用滚针链条等组成,采用链板拖动电动车做下上循环平面运转,来达到生产工艺目的。流水线采用组合式装配模式,工位数可按工艺要求设定。工位配置有电风扇、日光灯、气路管道、钢质装饰板(铝合金装饰板)、工装夹具、电源14-08-06 09:54:02
总装线生产厂家,值得信赖 面议电动车生产线由钢结构导轨和弯板链及专用滚针链条等组成,采用链板拖动电动车做下上循环平面运转,来达到生产工艺目的。流水线采用组合式装配模式,工位数可按工艺要求设定。工位配置有电风扇、日光灯、气路管道、钢质装饰板(铝合金装饰板)、工装夹具、电源14-08-06 09:54:02 -
 流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作14-10-30 18:38:53
流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作14-10-30 18:38:53 -
 皮带线可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量不大的件货,用途广泛。输送带有橡胶、帆布、PVC、PU等多种材质,除用于普通物料的输送外,还可满足耐油、耐腐蚀、防静电等有特殊要求物料的输送。采用的食品级输送带21-12-02 09:45:01
皮带线可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量不大的件货,用途广泛。输送带有橡胶、帆布、PVC、PU等多种材质,除用于普通物料的输送外,还可满足耐油、耐腐蚀、防静电等有特殊要求物料的输送。采用的食品级输送带21-12-02 09:45:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 21:30:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 21:30:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 13:15:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 13:15:01 -
 流水线设备的组织设计 流水线的组织与设计包括以下几个步骤: 1、计算出输送流水线的节拍和节奏 2、使生产中各道工序步骤同步统一 3、计算设备的个别负荷率和流水线总的负荷率 4、统一计算工序设备需要数 5、合理配置员工人数 621-11-27 12:51:01
流水线设备的组织设计 流水线的组织与设计包括以下几个步骤: 1、计算出输送流水线的节拍和节奏 2、使生产中各道工序步骤同步统一 3、计算设备的个别负荷率和流水线总的负荷率 4、统一计算工序设备需要数 5、合理配置员工人数 621-11-27 12:51:01 -
 自动生产线的工件传送系统一般包括机床上下料装置、传送装置和储料装置.接下来**来看小编为大家介绍的详细信息吧! 在旋转体加工自动生产线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等.有时采用机械手完成传送装置的21-11-27 18:21:01
自动生产线的工件传送系统一般包括机床上下料装置、传送装置和储料装置.接下来**来看小编为大家介绍的详细信息吧! 在旋转体加工自动生产线中,传送装置包括重力输送式或强制输送式的料槽或料道,提升、转位和分配装置等.有时采用机械手完成传送装置的21-11-27 18:21:01 -
 制定装配线工艺规程的任务是根据产品图样、技术要求、验收标准和生产纲领、现有生产条件等原始资料,确定装配线组织形式。装配线工艺规程的制定对于保证装配质量,提高装配生产效率,减轻工人劳动强度以及降低生产成本等都有重要的作用。装配线工艺规程是指用21-11-29 11:12:01
制定装配线工艺规程的任务是根据产品图样、技术要求、验收标准和生产纲领、现有生产条件等原始资料,确定装配线组织形式。装配线工艺规程的制定对于保证装配质量,提高装配生产效率,减轻工人劳动强度以及降低生产成本等都有重要的作用。装配线工艺规程是指用21-11-29 11:12:01 -
 1769年,英国人乔赛亚·韦奇伍德开办埃特鲁利亚陶瓷工厂,在场内实行精细的劳动分工,他把原来由一个人从头到尾完成的制陶流程分成几十道专门工序,分别由专人完成。这样一来,原来意义上的“制陶工”就不复存在了,存在的只是挖泥工、运泥工、扮土工、制21-12-13 17:06:02
1769年,英国人乔赛亚·韦奇伍德开办埃特鲁利亚陶瓷工厂,在场内实行精细的劳动分工,他把原来由一个人从头到尾完成的制陶流程分成几十道专门工序,分别由专人完成。这样一来,原来意义上的“制陶工”就不复存在了,存在的只是挖泥工、运泥工、扮土工、制21-12-13 17:06:02 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 17:30:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 17:30:01 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 16:27:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 16:27:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 17:21:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 17:21:01
被浏览过 4226933 次 版权所有:成都鑫睿能机电设备有限公司(ID:11153128) 技术支持:强帆
第10年
