

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王经理
-
- 手机:
-
13980892502
-
- 地址:
- 成都


- 自动化生产线注意事项32阅读 2024-04-18 11:41:09
- 自动化生产线调试阶段31阅读 2024-04-18 11:36:51
- 自动化生产线安装阶段注意事项31阅读 2024-04-18 11:35:58
- SMT生产线的基本流程31阅读 2024-04-18 11:33:25
- 什么是SMT生产线35阅读 2024-04-18 11:32:58

成都装配线厂家,丰富设计规划经验
2024-04-18 08:00:01 771次浏览

价 格:面议
装配线指的是由一些物料搬运设备连接起来的连续生产线。主要精神在于“让某一个生产单位只专注处理某一个片段的工作”,而非传统的让一个生产单位从上游到下游完整完成一个产品。
装配线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的装配要求。装配流水线的传输方式有同步传输的/(强制式)也可以是非同步传输/(柔性式),根据配置的选择,实现手工装配或半自动装配。装配线在企业的批量生产中不可或装配线平衡
装配线的平衡是使人员之间或机器之间尽量平衡,这样装配线的产出才能达到要求的水平。装配线平衡问题与设施规划相牵连。装配线的平衡与否直接影响到制造系统的生产率。
装配线平衡问题是一个与设施规划相牵连的问题。一个工作站要完成的工作总量与分配到该工作站的基本工作单元总数是一致的。装配线平衡问题就是将所有基本工作单元分派到各个工作站,以使每个工作站在节拍(即相邻两产品通过装配线尾端的间隔时间)内都处于繁忙状态,完成多的操作量,从而使各工作站的未工作时间(闲置时间)少。
装配线的平衡是装配线的设计与管理中的一个很重要的问题,因为装配线的平衡与否直接影响到制造系统的生产率。在过去的几十年里,人们对装配线的平衡问题进行了大量的研究,已得到了大量的理论成果。
装配线节拍
所谓装配线节拍,是指流水线上连续出产两件相同产品的时间间隔。
流水生产方式创造了高度的劳动生产率,是现有生产组织形式中的一种形式。但是,实行流水生产,必须具备一定的先决条件。首先,产品及其生产工艺都是高度标准化的,设计完全定型,零件互换性高,生产中消除任何修配与调整操作,工艺方法稳定,能组织高度专业化的劳动分工。同时,应有稳定的大量的市场需求。这样,才有条件为每种产品建立专用流水线,流水线上配备率的专用设备。这些设备所需的大量投资能为大量的销售量所消化,而为企业取得率和低成本的技术经济效果。
本文所写的关于流水线装配线线平衡问题正是具体到生产TFT-LCD的一条生产流水线,因为管理人员缺乏IE方面的理论知识,虽然采用了流水生产方式,但对其装配线线平衡却分配不合理,造成了生产能力的浪费。
1. 流水线重要的概念节拍。节拍是指流水线上前后出产两个相同制品的时间间隔。当流水线的运输批量等于1的情况下,节拍按下面公式计算。
C=Fe/N
式中 C——流水线节拍;
Fe——计划期有效工作时间;
N——计划期应完成的产量,或预期的生产大纲产量。
2. 少工作地数计算
工作地也叫工作站。它们分别承担生产过程中至少一个或多个无法在分解的作业元素。工作站需完成的作业元素及其工时定额总和,分别称为站工作含量及站工作含量时间。流水线上所有站工作含量时间的总和为总工作含量时间。
流水线共做地合理分工的合理性体现在用少的工作地数来完成制品的生产过程,即完成所有的作业元素。因为工作地数减少,工作地上的负荷越饱满,流水线的利用效率也就越高。在给定了节拍后,少工作地数应为:
Smin=[W/C]
公式中[]符号表示大于或等于W/C的小整数。
流水线的少工作地数可以作为衡量流失线利用程度的一个标准,用来检查任务分工组织的合理性。
3. 流水线平衡
少工作地数只是一种理想情况。在生产中,有许多因素限制着作业元素的分配,使工作地的负荷不能达到满负荷,即各站工作含量时间不能不能与节拍时间完全相等或接近相等。一种是工艺顺序的约束,也就是作业元素的分解合并必须遵循装配过程的要求,不能任意插补或颠倒。一种是技术上的约束。为了保证技术要求,必须防止工序之间的干扰。当然,还有一个基本的约束,即任何工作地的含量时间不能大于节拍。若一项作业元素的作业时间大于节拍时间,必须将它分为在两个或多个工作地平行进行。于是,在工艺与技术的约束下,按流水线的节拍要求,为每个工作地分配作业任务,使它们的作业时间尽可能地达到或接近节拍时间,这就是流水线平衡,或工序同期化。
对于装配流水线,主要采取分解与合并工序,合理调配人力等办法进行流水线的平衡。
对于流水线负荷率 为:
E=W/SC
在75%以上即可认为满意,若达不到这个比率,则需法改进。用同样方法也可计算工作地负荷率,通过工作地负荷率可检查负荷分配的均衡性,若负荷分布不均衡,也应调整作业元素的分配,即总负荷率有些降低,也是值得的。因为有利于产量的提高,也利业于员工积极性的调动。
装配线平衡率低就意味着各工位负荷差别,劳动强度不一,负荷强度大的操作人员, 长时间工作后尤其是夜班期间容易疲劳,注意力不集中,这将无法保证产品会被一致性的制造出来,从而影响产品的质量;而负荷强度低的工位,操作者和设备均存在等待的浪费,此工位的操作者主观上也不愿意到生产线的其他岗位工作,这样也不利于装配线上人员多技能工作的推行,给管理带来了麻烦[21]。由此可见,生产线的平衡率越高,生产线发挥的效能就越大,因而装配线的平衡与否直接影响到制造系统的生产率,因此,装配线平衡长期以来一直受到人们的重视,总的来说,企业的装配线平衡有以下好处:
(1) 在生产节拍被设定的情况下,平衡率的提高可以减少装配线上的操作者数量;在生产节拍未被预先设定的情况下,平衡率的提高可以在人员不变的情况下降低节拍,即做到产能增加时无需招人;
(2) 各工位工作负荷相近,装配线上岗位没有轻重之分,工人的公平感提高,顶岗及人员多技能培训等工作容易开展;
(3) 平衡率高的生产线工位与工位之间的在制品数量少,可以大幅度的节省生产线占地面积,同时,也为物流布局提供了方便。
(4) 通过开展装配线的平衡,累积了生产线作业要素、时间、装配的先后关系等一系列基础数据,为以后的持续改善提供了数据支撑;
(5) 平衡率高的生产线,各工位步调一致,操作者一直处于适度紧张的精神状态, 有利于保证产品质量,提高产品一致性。
-
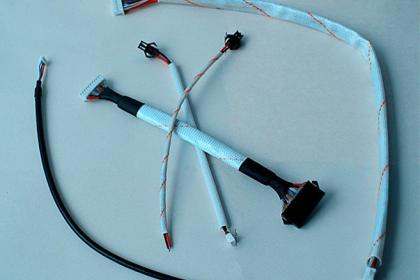
 在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 12:26:01
在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距19-07-09 12:26:01 -
 1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.工作地专业化21-12-13 18:30:01
1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。1.工作地专业化21-12-13 18:30:01 -
 汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-13 17:15:01
汽车总装柔性化生产线是指在一条生产线上生产多种混合车型,并可以随着市场潮流的变化随时改变生产策略的一种汽车生产方式。它已经被发达国家广泛的应用于汽车生产,在我国也不断的起步发展。这有利于优化资源,合理的分配技术,能够帮助汽车生产厂家更好的占21-12-13 17:15:01 -
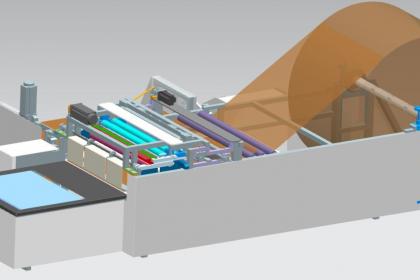
 生产装配流水线采用DQ912铝合金型材作导轨,以三倍速链条为传输介质,电动、气动控制相结合,整体运行处于相对自由节拍状态,广泛应用于水泵、电视机、显示器、仪器仪表、空调、燃气灶具、汽车摩托车配件、碎纸机等产品的生产装配、调试及检测作业。同时21-12-01 16:09:01
生产装配流水线采用DQ912铝合金型材作导轨,以三倍速链条为传输介质,电动、气动控制相结合,整体运行处于相对自由节拍状态,广泛应用于水泵、电视机、显示器、仪器仪表、空调、燃气灶具、汽车摩托车配件、碎纸机等产品的生产装配、调试及检测作业。同时21-12-01 16:09:01 -
 无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 11:52:01
无动力滚筒由以下及部分组成: 1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作; 2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制; 3、端盖 一般由碳钢制作。直径小的载重量不大的可以19-07-09 11:52:01 -
 专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 17:27:02
专业从事PVC皮带式生产线(各种不同规格),铝合金生产线,全自动喷涂生产线。1.流水线整体结构材料:有铁方通,不锈钢,铝合金。(按照客户不同需求选择)。2.输送带可选:PVC皮带,铁氟龙网带,不锈钢链板,防静电皮带,聚氨酯食品皮带,柔性链板21-11-27 17:27:02 -
 精益生产线具有普通生产线的所有特点,更具备普通生产线不具备的柔性、随意性、性、环保性,精益生产线组装简单,随着订单的大小随意挪动生产线,从而合理的利用人力资源。皮带线可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量21-12-02 10:27:01
精益生产线具有普通生产线的所有特点,更具备普通生产线不具备的柔性、随意性、性、环保性,精益生产线组装简单,随着订单的大小随意挪动生产线,从而合理的利用人力资源。皮带线可输送的物料种类繁多,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量21-12-02 10:27:01 -
 汽车线束是汽车内部电路的连接主体,如果说将汽车比作人,那么线束就是神经和血管了,是汽车组成的基本部分。 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电流信号,也21-12-13 16:03:01
汽车线束是汽车内部电路的连接主体,如果说将汽车比作人,那么线束就是神经和血管了,是汽车组成的基本部分。 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电流信号,也21-12-13 16:03:01 -
 今日介绍一下AWG32 36 40同轴线、电子线、铁氟龙线的特殊使用。1.极细同轴线 AWG36(非50欧姆)这种线通常作为电源线,因为其芯线较粗,能承受较大的电流(0.7A),由于只是作为电源,因此不需要考虑匹配阻抗,而且50欧姆线径太粗21-11-29 10:48:01
今日介绍一下AWG32 36 40同轴线、电子线、铁氟龙线的特殊使用。1.极细同轴线 AWG36(非50欧姆)这种线通常作为电源线,因为其芯线较粗,能承受较大的电流(0.7A),由于只是作为电源,因此不需要考虑匹配阻抗,而且50欧姆线径太粗21-11-29 10:48:01 -
 装配线的链轮链条润滑的和滚动轴承维护保养的作用是什么,让我们看看下一个让我们看看它。1.定期维护检查装配线的每一小部分是否卡顿,如果有卡顿现象,应在停止运行后及时进行处理。2.装配线无尘喷油:如果实际情况允许,应在减速机等润滑零部件上安装使21-11-29 10:18:01
装配线的链轮链条润滑的和滚动轴承维护保养的作用是什么,让我们看看下一个让我们看看它。1.定期维护检查装配线的每一小部分是否卡顿,如果有卡顿现象,应在停止运行后及时进行处理。2.装配线无尘喷油:如果实际情况允许,应在减速机等润滑零部件上安装使21-11-29 10:18:01 -
 装配线是一个离散事件系统,在仿真过程中主要系统元素包括:零部件(Part),机械设备,传送带,在制品缓冲区,运输车辆,轨道,操作者,流动路径以及模块。仿真建模即是将这几个主要的系统元素,按照实际产品在加工企业中的物理流动路线,在WITNES21-11-29 09:39:01
装配线是一个离散事件系统,在仿真过程中主要系统元素包括:零部件(Part),机械设备,传送带,在制品缓冲区,运输车辆,轨道,操作者,流动路径以及模块。仿真建模即是将这几个主要的系统元素,按照实际产品在加工企业中的物理流动路线,在WITNES21-11-29 09:39:01 -
 按连接的方式分类: 静态流水线:同一时间内,多功能结构只能按一种功能的连接方式工作。 动态流水线:同一时间内,可以有多种功能的连接方式同时工作。流水线的生产以生产设备为主,进行产品的单元作业。要求员工的综合素质较高,不论是操作技能、文化21-12-01 15:51:01
按连接的方式分类: 静态流水线:同一时间内,多功能结构只能按一种功能的连接方式工作。 动态流水线:同一时间内,可以有多种功能的连接方式同时工作。流水线的生产以生产设备为主,进行产品的单元作业。要求员工的综合素质较高,不论是操作技能、文化21-12-01 15:51:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 17:15:02
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-11-04 17:15:02 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 13:36:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-11-15 13:36:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 18:15:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 18:15:01 -
 汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游19-07-09 13:58:01
汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游19-07-09 13:58:01 -
 汽车线束流水线规格及参数:1、线体长度根据产品的装配工艺编排计算得出;2、线体高度为2M,其中工作面高度由产品高度定;3、线体宽度:1200mm~2000mm根据产品规格自由定。滚筒的安装:皮带流水线的输送面两端安装滚筒,便于皮带输送线的循21-12-02 09:36:02
汽车线束流水线规格及参数:1、线体长度根据产品的装配工艺编排计算得出;2、线体高度为2M,其中工作面高度由产品高度定;3、线体宽度:1200mm~2000mm根据产品规格自由定。滚筒的安装:皮带流水线的输送面两端安装滚筒,便于皮带输送线的循21-12-02 09:36:02 -
 在线体的每个工位设有一脚踏阀,停止器动作由脚踏阀控制,总装线进行装配工作时,停止器挡住托盘不能前进,装配工作完成后,停止器落下,托盘进入下一道工序,当S1检测到托盘时,停止器动作,放行托盘,托盘进入升降工作台。总装线用于动力总成和左右半轴、21-12-01 16:30:01
在线体的每个工位设有一脚踏阀,停止器动作由脚踏阀控制,总装线进行装配工作时,停止器挡住托盘不能前进,装配工作完成后,停止器落下,托盘进入下一道工序,当S1检测到托盘时,停止器动作,放行托盘,托盘进入升降工作台。总装线用于动力总成和左右半轴、21-12-01 16:30:01 -
 流水线使用注意事项1、流水线工作中,如要使用刀具或利器时,应及为小心,避免割坏皮带。不得将任何物品放入或掉入上下皮带中间,如不小心掉入物品,应立及关机张其物品取出。2、变频器、电机不能进水,如长期不使用时应保持所在的环境干燥,以免造成短路烧21-11-27 17:03:01
流水线使用注意事项1、流水线工作中,如要使用刀具或利器时,应及为小心,避免割坏皮带。不得将任何物品放入或掉入上下皮带中间,如不小心掉入物品,应立及关机张其物品取出。2、变频器、电机不能进水,如长期不使用时应保持所在的环境干燥,以免造成短路烧21-11-27 17:03:01 -
 汽车线束装配特点汽车线束装配线的自动化程度比较低,很多工序都需要人工才能完成,所以在装配时需要汽车线束制造厂有足够的劳动力,不可避免的,在线束装配会出现一定的波动。在汽车线束制造厂多少都会遇到这种情况,在一定生产环境下没有完成装配任务,这种21-11-29 10:45:01
汽车线束装配特点汽车线束装配线的自动化程度比较低,很多工序都需要人工才能完成,所以在装配时需要汽车线束制造厂有足够的劳动力,不可避免的,在线束装配会出现一定的波动。在汽车线束制造厂多少都会遇到这种情况,在一定生产环境下没有完成装配任务,这种21-11-29 10:45:01
被浏览过 4135742 次 版权所有:成都鑫睿能机电设备有限公司(ID:11153128) 技术支持:强帆
第10年
