

-
- 公司:
- 惠州市科泰机械设备有限公司
-
- 联系:
- 黎生
-
- 邮箱:
- 13530842478@139.com
-
- 手机:
-
13530842478
-
- 电话:
-
0752-3598119
0752-3598098
-
- 传真:
-
0752-3598119
-
- 地址:
- 惠州市惠阳区
本站共被浏览过 8106631 次


- 炼油的中国行情7584阅读 2021-06-18 23:02:52
- 炼油的炼厂气加工7635阅读 2021-06-18 23:00:16
- 炼油延迟焦化的生产工艺7537阅读 2021-06-18 22:59:04
- 炼油加氢裂化生产工艺7515阅读 2021-06-18 22:57:54
- 炼油催化重整生产工艺7855阅读 2021-06-18 22:56:42

产品信息
您所在的位置:首页 > 详细信息
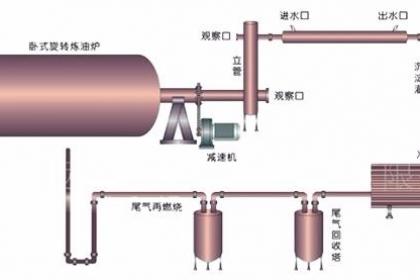
品质保证◆信赖◆惠州废机油提炼柴油装置设备销售
2024-05-09 11:57:01 12955次浏览

价 格:面议
机械润滑油广泛应用于各种机器设备中。在使用过程中由于混人灰尘、机械杂质、水分,同时因受高温、氧化等作用而产生多种氧化中间产物及有机物,使机油变黑、粘度降低、品质下降而成为废机油。如将废机油抛弃,既污染了环境,又浪费了大量可再生资源。废机油裂解柴油新技术既能变废为宝,获取10。%~200%经济利润,又保护了环境,因此,该项目是一项利国利民的绿色环保项目,加工投资不大,操作简单,极具推广价值。
基于对产品质量的严格把控和要求
1、可以实现完全免酸洗,一步成品的的工艺流程,减少后道了环境污染及工序。(但有可能会增加催化剂的耗量)
2、也可实现常规精制(脱色、稳定)的工艺。但我们采用更先进的酸洗步骤,时间更短,罐油/1小时,收率更高,气味更纯正。
我们的承诺提供全套整体废润滑油处理解决方案。
提供的1-100万吨成套提炼装置及工程总承包。
全程技术服务,无论你在全球任一适合建设炼化工程的国家和地区,我们都可提供上门服务
我们热爱着这一职业,我们的专业团队将以可以成为你值得信赖的真诚朋友和事业伙伴为己任。
-
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:30:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:30:01 -
 废润滑油是润滑油在使用过程中由于氧化、老化、变质、混入燃料油组分、混入杂质水分而与新润滑油在质量指标上有明显区别的油。一般在粘度、闪点、酸值、水分、颜色、戊烷不溶物等指标上体现出来,从润滑油劣化机理分析,绝大部分废润滑油其实并未真正失效,变12-07-09 16:15:48
废润滑油是润滑油在使用过程中由于氧化、老化、变质、混入燃料油组分、混入杂质水分而与新润滑油在质量指标上有明显区别的油。一般在粘度、闪点、酸值、水分、颜色、戊烷不溶物等指标上体现出来,从润滑油劣化机理分析,绝大部分废润滑油其实并未真正失效,变12-07-09 16:15:48 -
 影响精炼成本的因素 1、提高精炼率 精炼率是影响精炼成本的最主要因素,与毛油品质、精炼的工艺、精炼的操作都有非常密切的关系。 2、降低辅料消耗 辅料包括液碱、磷酸、柠檬酸、白土、柴油,同样的油品,采用不同的操作方法,都可以达到产品的19-07-23 12:22:01
影响精炼成本的因素 1、提高精炼率 精炼率是影响精炼成本的最主要因素,与毛油品质、精炼的工艺、精炼的操作都有非常密切的关系。 2、降低辅料消耗 辅料包括液碱、磷酸、柠檬酸、白土、柴油,同样的油品,采用不同的操作方法,都可以达到产品的19-07-23 12:22:01 -
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 13:06:01
-
 油脂的精炼工艺 豆油是我国大宗油脂,其脂肪酸组成均以油酸、亚油酸为主,是人类主要食用油脂,如果油料品质好,制取工艺科学,则其毛油的品质是较好的。一般游离脂肪酸含量低于2%,经过粗炼即能达到普通食用油的品质,其精制油的精炼工艺也较简单。19-07-23 14:58:01
油脂的精炼工艺 豆油是我国大宗油脂,其脂肪酸组成均以油酸、亚油酸为主,是人类主要食用油脂,如果油料品质好,制取工艺科学,则其毛油的品质是较好的。一般游离脂肪酸含量低于2%,经过粗炼即能达到普通食用油的品质,其精制油的精炼工艺也较简单。19-07-23 14:58:01 -
 7、渣油氧化生产优质道路沥青装置 石油沥青来自原油中最重的组分,是高度缩合的多环烃类混合物,常温下为无定型黑色固体,断面有亮光。大量用于铺公路路面、建筑材料、木材防腐、绝缘材料等。氧化沥青的原料是原油蒸馏的减压渣油和重油溶剂脱沥青装置所得的12-05-20 11:03:55
7、渣油氧化生产优质道路沥青装置 石油沥青来自原油中最重的组分,是高度缩合的多环烃类混合物,常温下为无定型黑色固体,断面有亮光。大量用于铺公路路面、建筑材料、木材防腐、绝缘材料等。氧化沥青的原料是原油蒸馏的减压渣油和重油溶剂脱沥青装置所得的12-05-20 11:03:55 -
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 14:08:01
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 14:08:01 -
 原油成分平均而言,原油由以下几种元素或化合物组成:碳——84%氢——14%硫——1~3%(硫化氢、硫化物、二硫化物和单质硫)氮——低于1%(带胺基的碱性化合物)氧——低于1%(存在于二氧化碳、苯酚、酮和羧酸等有机化合物中)金属——低于1%(18-04-02 22:58:37
原油成分平均而言,原油由以下几种元素或化合物组成:碳——84%氢——14%硫——1~3%(硫化氢、硫化物、二硫化物和单质硫)氮——低于1%(带胺基的碱性化合物)氧——低于1%(存在于二氧化碳、苯酚、酮和羧酸等有机化合物中)金属——低于1%(18-04-02 22:58:37 -
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 16:02:02
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 16:02:02 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 13:08:01
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 13:08:01 -
 影响精炼油得率主要因素 1、碱炼损耗 (1)为脱除毛油中存在的胶质、游离脂肪酸、水分、杂质等形成的损耗; (2)在处理过程中由于中性油皂化、乳化引起的损耗; (3)理论计算公式:碱炼损耗 = 0.2 + 1.25×(FFA%+磷脂含19-07-23 13:46:01
影响精炼油得率主要因素 1、碱炼损耗 (1)为脱除毛油中存在的胶质、游离脂肪酸、水分、杂质等形成的损耗; (2)在处理过程中由于中性油皂化、乳化引起的损耗; (3)理论计算公式:碱炼损耗 = 0.2 + 1.25×(FFA%+磷脂含19-07-23 13:46:01 -
 废轮胎炼油设备裂解始终在线连接到GC / MS。 聚合物在高温下破裂,裂解产物被载气从裂解室中引出,然后进入GC进样口,从而进入GC / MS系统。 目前在薄脆饼干中通常使用三种类型的装置,即热线薄脆饼干,管式炉薄脆饼干和原位点薄脆饼干。19-07-23 11:52:01
废轮胎炼油设备裂解始终在线连接到GC / MS。 聚合物在高温下破裂,裂解产物被载气从裂解室中引出,然后进入GC进样口,从而进入GC / MS系统。 目前在薄脆饼干中通常使用三种类型的装置,即热线薄脆饼干,管式炉薄脆饼干和原位点薄脆饼干。19-07-23 11:52:01 -
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 15:10:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 15:10:01 -
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 13:42:01
-
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:28:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:28:01 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:06:01
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:06:01 -
影响碱炼的因素 1、碱及其用量,理论碱量算法:NaOH(Kg)= 7.13 ×10-4×油重×酸值 2、碱液浓度 (1)碱液浓度的确定原则。 1)碱滴与游离脂肪酸有较大的接触面积,能保证碱液在油中有适宜的降速。 2)有一定的脱色能19-07-23 15:48:01
-
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 12:18:01
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 12:18:01 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 15:34:02
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 15:34:02 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 10:52:01
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 10:52:01
被浏览过 8106631 次 版权所有:惠州市科泰机械设备有限公司(ID:131250) 技术支持:帅国莉
第19年

